

Basic Roller Leveling
Bradbury Flat Book™

+1.620.345.6394




Yield vs Stretch
A review of the properties of metallic strip will make leveler operation more understandable.
Yield
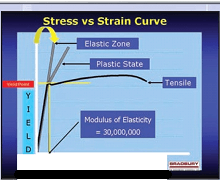
All metals have a yield rating. This yield point refers to the metal's "memory" or its "elastic range" and is a measurement of internal tensions. When flexed within this Elastic Zone, metal will spring back to its previously remembered position. When metal is forced beyond that point, it will enter what is called the Plastic State. This is where the metal is less resistant and becomes more workable. The Tensile Limit, indicated by the arrow at the end of the curve on the Tensile Strength graph (above), is the point where the material will fracture or crack.
Stretch
The Modulus of Elasticity (MOE) is the rating given to different metals to indicate the amount of stretch or elasticity contained in the metal. For example, the MOE for aluminum carries a 3:1 ratio compared to ferrous materials. In other words, aluminum can be forced much farther out of shape before it loses its ability to "spring back" than the same thickness of steel. This suggests that more horsepower is required to level aluminum than is needed to level steel or stainless steel. The MOE of a material is directly related to the amount of "spring back" memory it retains. A material must be stretched beyond this point to lose its memory.
If a leveler is purchased to process both aluminum and steel, it must be sized for aluminum to meet its most demanding horsepower requirement.
Contact us with your leveling needs.
+1.620.345.6394